



เอ็นมิลกัดหยาบ คาร์ไบค์ BISCHUFOUR สั่งซื้อผ่านไลน์ @BOWMAP
คำอธิบาย
เอ็นมิลกัดหยาบคาร์ไบค์ (Roughing Carbide End Mill)
เอ็นมิลกัดหยาบ หรือ ดอกกัดเอ็นมิล (Shell End Mills and End Mills)
เป็นเครื่องมือตัดแต่งที่มีความสำคัญมากต่อเครื่องกัด เพราะเครื่องกัดไม่สามารถทำอะไรได้ถ้าปราศจากเอ็นมิลกัดหยาบ ทั้งนี้เอ็นมิลกัดหยาบ อาจทำมากจากเหล็กไฮสปีด เหล็กคาร์ไบด์ โดยดอกกัดเอ็นมิล หรือ เอ็นมิลกัดหยาบนั้น สามารถทำงานได้ดังนี้
1.ดอกกัด หรือ ดอก milling สามารถกัดขึ้นรูปร่อง/กัดร่อง-ที่/กัดมุมเอียงของร่องหางเหยี่ยว/กัดร่องฉาก
2.ดอกกัด หรือ ดอก milling สามารถกัดบ่าขึ้นรูป/กัดบ่าโค้ง/กัดขึ้นบ่าฉาก
3.ดอกกัด หรือ ดอก milling สามารถกัดงานในลักษณะของรูบนพิ้นผิวเรียบ
4.ดอกกัด หรือ ดอก milling สามารถกัดงานในลักษณะของรูบนพิ้นผิวเอียง
5.ดอกกัด หรือ ดอก milling สามารถกัดงานบนชิ้นงานกลม
6.ดอกกัด หรือ ดอก milling สามารถกัดร่องงานบนชิ้นงานกบนชิ้นงานเหลี่ยม
1.วิธีการถอดประกอบเพลามีดกัดแบบตั้ง ดอกกัดเอ็นมิล แบ่งก้านจับออกเป็น 2 ประเภทดังนี้
1.เอ็นมิลกัดหยาบก้านจับตรง -โดยจะมีADAPTORที่เป็นตัวประกอบเข้ากับเพลาเครื่อง ที่ใช้ร่วมกับ SPRING COLLETที่จะถูกผ่าเป็นร่องสำหรับบีบล็อคดอกกัดเอ็นมิล โดยจะต้องมีน็อตเข้ามาร่วมยึดให้มีดกลึงอัดแน่น
2.เอ็นมิลกัดหยาบก้านจับเรียว -โดยประกอบร่วมกับ Taper shank adaptor ให้เข้ากับรูเพลาของเครื่อง (Spindle)
1.2 ชนิดของดอกกัดตั้ง What are the types of milling cutter?
1.2.1. ดอกกัดคมตัดสั้นและโค้งเว้า
1.2.2. ดอกกัดคมกัดเป็นลูกคลื่น
1.2.3. ดอกกัดก้านจับเรียวมาตรฐานคมกัดตัดเป็น CARBIDE TIP
1.2.4. ดอกกัดก้านจับเรียวมาตรฐาน
1.2.5. ดอกกัดคมตัดเป็น CARBIDE TIP
1.2.6. ดอกกัดก้านจับและคมตัดตรง
1.2.7. ดอกกัดก้านจับตรงปลายคมตัดโค้ง
1.2.8. ดอกกัดคมตัดเลื้อยสี่คมสองด้าน
1.2.9. ดอกกัดก้านจับตรงคมตัดเลื้อยสี่คม
1.2.10. ดอกกัดก้านจับตรงคมตัดเลื้อยสามคม
1.2.11. ดอกกัดคมตัดเลื้อยสองข้าง
1.2.12. ดอกกัดก้านจับตรงคมตัดเลื้อย
งานกัด คืออะไร ? what is the meaning of milling cutter?
งานกัดคือ งานที่เกิดจากการตัดเฉือนของมีดกัดโดยคมตัดจะเคลื่อนที่หมุนรอบตัวเองในการกัดซึ่งจะอยู่ในแนวดิ่งหรือแนวนอน หรือแนวเอียงมุมแบบต่างๆได้ ลักษณะของคมตัดจะมีทั้งแบบตายตัวและแบบถอดเปลี่ยนคมได้
ข้อดีของงานกัด The advantages of milling cutter
งานกัดนั้นจะแตกต่างกับงานกลึงตรงที่ งานกลึงนั้นคมมีดกัดจะแตะผิวงานอยู่ตลอดเวลาทำให้ไม่มีการระบายความร้อน แต่สำหรับงานกัดนั้นจะมีการหมุนกัด 1 รอบแล้วเคลื่อนที่ฟรีไปช่วงหนึ่งจนหมุนกลับมาที่เดิมอีกจึงทำให้มีการเว้นว่างในการกัดงานและมีการระบายความร้อน แต่เพื่อผลลัพธ์ที่ดีนั้นควรใช้น้ำมันหล่อเย็นมาช่วยในการระบายความร้อนให้กับการทำงานเพราะจะได้ลดการเสียดสีระหว่างคมตัด อีกทั้งยังไล่เศษของชิ้นงานที่กัดออกมาทำให้ผิวงานมีความเรียบ
เทคนิคการจับงานกัด
การกัดงานให้ได้ขนาดหรือรูปทรงที่ต้องการนั้น ไม่อาจกำหนดรูปทรงออกมาได้ว่าจะเป็นทรงแบบไหน แต่สิ่งที่ต้องคำนึงถึงคือ
1.ตำแหน่งกัด เพราะเพื่อจะได้สามารถเลือกใช้ดอกกัดที่ถูกต้องและเหมาะสม ตลอดจนกำหนดตำแหน่งในการจับยึดได้ และสามารถเลือกใช้อุปกรณ์การจับยึดได้อย่างถูกต้องและเหมาะสมตามรูปร่างลักษณะของชิ้นงานนั้นๆ
2.การจับยึด โดยใช้อุปกรณ์จับยึดด้วยปากกาเพราะเป็นอุปกรณ์ที่หาซื้อง่ายและสะดวก แต่ก็มีขอบเขตจำกัด ในกรณีชิ้นงานโตเกินหรือมีรูปทรงแปลก จะจับยึดด้วยปากกาไม่ได้ เพราะให้ความแข็งแรงไม่พอ จึงต้องใช้อุปกรณ์อื่นๆเข้าช่วย
ความเร็วตัดในการกัด (Cutting Speeds)
ความเร็วกัดจะเกิดขึ้นระหว่างการทำงานของเครื่องกัด และขนิดของวัสดุงานที่นำมากัด ซึ่งจะคำนึงถึงสิ่งต่อไปนี้
1.ความแข็งของมีดกัดและงาน (RIGIGITY OF CUTTER AND WORK PIECE)
2.การป้อนกัดลึก (DEPTH OF CUTS)
3.ชนิดของวัสดุที่ใช้ทำมีดกัด (KIND OF CUTTER MATERIAL)
4.ชิดของวัสดุที่นำมากัด (KIND OF CUTTER MATERIAL)
วิธีการตั้งความเร็วกัดให้เหมาะสม
การตั้งความเร็วกัดให้เหมาะสมนั้น จำเป็นต้องทราบความเร็วตัดของวัสดุแต่ละชนิด และนำไปคิดความเร็วรอบจากสูตร รอบ/นาทีดังนี้
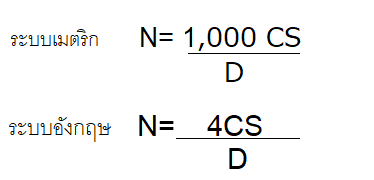
โดย N=ความเร็วรอบของมีดกัด
CS=ความเร็วรอบตัด ฟุต/นาที,เมตร/นาที
D= ขนาดเส้นผ่าศูนย์กลางของมีดกัด นิ้ว,มิลลิเมตร
เปรียบเทียบข้อดีของเอ็นมิลกัดหยาบ HSS & CARBIDE
ความเร็วตัด มีหน่วยเป็น เมตร/นาที
วัสดุ
เอ็นมิลไฮสปีดกัดหยาบ
เอ็นมิลคาร์ไบด์กัดหยาบ
เหล็กเหนียว
21-30
45-75
เหล็กเครื่องมือ
18-20
40-60
เหล็กหล่อ
15-25
40-60
ทองสัมฤทธิ์
20-35
60-120
อะลูมิเนียม
150-300
300-600
ปัจจัยที่มีผลเสียต่อดอกกัดเอ็นมิล
1.คมของดอกกัดเอ็นมิลรับแรงกัดมากไป ทำให้คมมีดบิ่นหรือกะเทาะได้
2.ความร้อนที่เกิดขึ้นมากเกินไปทำให้อายุการใช้งานสั้นลง
สาเหตุหลักที่ทำให้ดอกกัดบิ่นหรือกะเทาะ
1.อัตราการป้อนต่อฟันมากไป
2.มีดกัดเอ็นมิลเปราะเนื่องจากได้รับการอบชุบแข็งที่ไม่ถูกต้อง
3.ชิ้นงานแข็งขึ้นระหว่างการกัด
ข้อควรระวังการใช้งานดอกกัด หรือ เอลมิลกัดหยาบ
1.ก่อนใช้งานทุกครั้งต้องให้แน่ใจว่าจับเพลามีดกัดไว้แน่นเพื่อไม่ให้หลุดจากมือ และห่างจากงานอย่างเพียงพอ
2.ควรเลือกใช้ดอกกัด หรือ เอลมิลกัดหยาบ ให้ถูกต้องกับงานและประกอบดอกกัดเข้ากับเพลามีดกัดให้ถูกต้องทับทิศทางของคมกัด
3.การป้อนกัด ต้องเลือกค่าให้ถูกต้องและเหมาะสมกับวัสดุงานนั้นๆ
4.ห้ามถอดหรือประกอบเพลามีดกัด ในขณะที่เครื่องเปิดทำงาน
5.ควรตรวจสอบความเร็วและการป้อน ให้อยู่ในทิศทางตรงกันข้ามกับการหมุนของมีดกัด
สอบถามข้อมูล เอ็นมิลกัดหยาบคาร์ไบค์ BISCHUFOUR
เบอร์โทรติดต่อ 02-744-3871-2 ต่อ102-105 FAX 02-748-5058
สั่งซื้อผ่าน ID LINE : @BOWMAP
Website : https://www.bowmap.com





